Компания ООО «Аддитивные технологии» представляет отечественное программное обеспечение для технологической подготовки аддитивного производства (среда технологической подготовки аддитивного производства) — «Глайсер».
Развитие технологий 3D-печати в мире всегда привязано к успехам и решениям в нескольких предметных областях, например, это материаловедение и приборостроение, технологии автоматизации и цифровизации. В этом аддитивные технологии не являются уникальными, но абсолютно точно, требуют специальных решений и гибкости для получения максимального эффекта от их применения. Десятилетиями реализация таких решений была привязана к общемировым глобальным трендам, где самые продвинутые и функциональные системы являются интеллектуальной собственностью корпораций лидеров рынка. В таком сочетании факторов, очевидно, есть и положительные, и отрицательные стороны. Глобальные и масштабные решения — это широкий, иногда избыточный функционал, который обеспечивает универсальность при его применении; обратной стороной таких подходов является закрытая архитектура и сложная адаптация для новых производственных решений. ООО «Аддитивные технологии» изначально делало ставку на создание гибких и быстрых решений для компаний, которые хотят вывести на рынок полноценный продукт. В связи с этим была выбрана архитектура, которая позволяет такой подход осуществить (рис. 1), — собственное графическое ядро и возможность подключения к нему модулей для реализации необходимых и удобных пользователю функций:
• проектирование и генерация структур поддержек,
• слайсинг,
• расчет сканирования,
• контроль заполнения,
• экспорт/импорт (G-code, CLI, и др.).
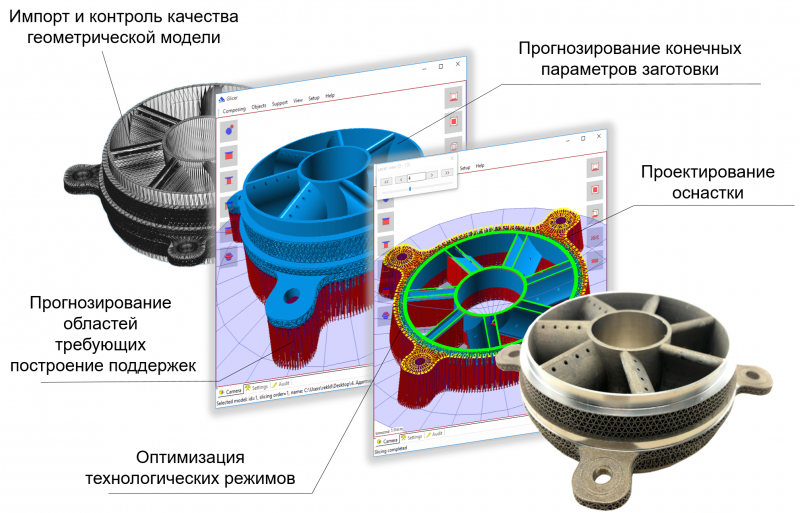 Рис. 1. Единая информационная среда технологической подготовки аддитивного производства в ПО «Глайсер». Электронная модель изделия представлена компанией AddSol.
Рис. 1. Единая информационная среда технологической подготовки аддитивного производства в ПО «Глайсер». Электронная модель изделия представлена компанией AddSol.
Также архитектура продукта позволяет гибко менять графический интерфейс пользователя, в тех случаях, когда базового функционала недостаточно. Второй особенностью архитектуры продукта является вывод особенностей каждой технологии и, соответственно, оборудования в отдельные конфигурационные файлы, которые можно подключать и осуществлять настройку через инженерное меню. Модульный принцип построения системы позволяет полностью обеспечивать этапы технологической подготовки для технологий: FDM, SLA, SLS, SLM, BinderJet.
От идеи создания до появления первой версии ядра в 2014‑м прошел год, от первой версии ядра до создания продукта, верифицированного вместе с группой промышленных партнеров, прошло 5 лет. Сегодня уже нет ни тени сомнения, что для этапов технологического проектирования под любую технологию 3D-печати наша компания может найти лучшее решение.
Анализ мирового и собственного опыта позволяет уверенно классифицировать функционал ПО, необходимый для полного цикла технологического проектирования промышленной 3D-печати. В этой классификации приоритетными являются этапы, отвечающие за целостность данных на всех «участках», требующих их импорта/экспорта и трансляции. Почему это так важно? В любых технологиях аддитивного производства, начиная от настольных систем и заканчивая промышленными многолазерными установками, доля человеческого фактора по-прежнему остается высокой. Сегодня в большинстве существующих производственных площадок человек осуществляет:
• обработку и проверку электронных моделей;
• компоновку деталей и проектирование поддержек;
• загрузку/Выгрузку материала и заготовок;
• термообработку и механическую постобработку.
В связи с этим необходимо автоматизировать и контролировать такие этапы. Один из подходов, который наша компания заложила и реализовала на уровне ядра, — единая информационная среда технологического проектирования, где от импорта электронной модели до генерации управляющей программы — реализуется в едином интерфейсе и может быть сохранено в собственном формате, обеспечивающем целостность данных.
Один из важных и необходимых инструментов технологического проектирования — это компоновка электронных моделей в объеме зоны печати (рис. 2–9). Инструменты компоновки должны предусматривать и возможность тонкой ручной настройки, и потенциал для автоматизации этого процесса. В зависимости от используемой технологии инструменты компоновки могут быть зависимы и от других этапов технологического проектирования, например, от проектирования поддерживающих структур (рис. 2). В любом случае показателем эффективности процесса компоновки всегда будут как машинное время 3D-печати, так и успешность всего процесса.
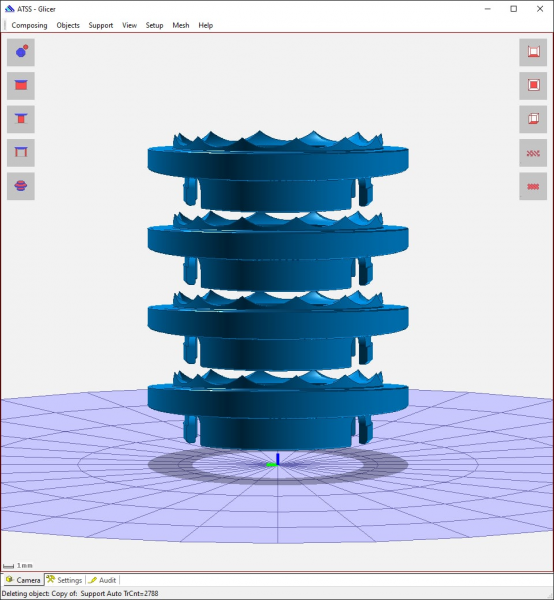
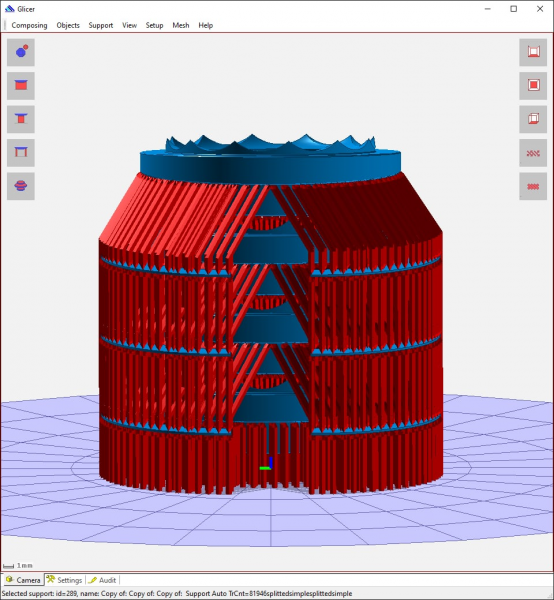
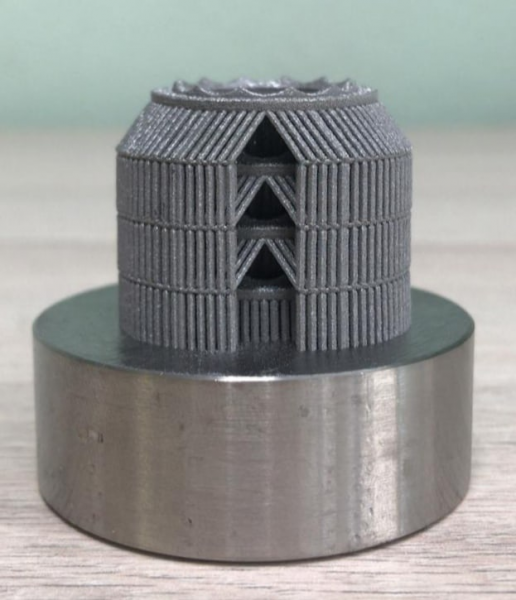
Рис. 2. Пример многоуровневого компоновочного решения и вариант построения поддерживающих структур в ПО «Глайсер». Фото представлены компанией AddSol
Тут для каждой технологии применяются свои методики и критерии, определяющие успешность. Так, для оптимизации печати из порошковых неметаллических материалов применяются алгоритмы автоматизированной и автоматической компоновки, позволяющие экономить время оператора станка, а в некоторых случаях находить решения, близкие к оптимальному, и экономить машинное время и материал. В ПО «Глайсер» такие алгоритмы автоматической компоновки создавались совместно с разработчиками российского оборудования и верифицировались как на реальных запусках печати изделий, так и бенчмарках с решениями лидеров рынка ПО для таких задач. Результаты можно увидеть на рис. 3.
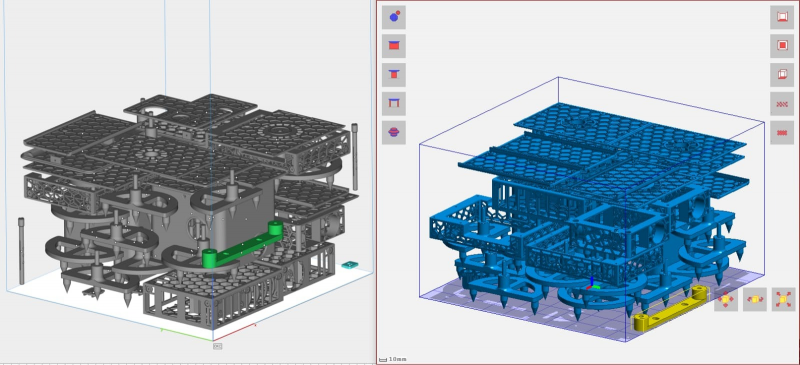
Рис. 3. Сравнение автоматической компоновки ПО Materialise Magics (слева) и ПО «Глайсер» (справа)
Для проектирования поддерживающих структур реализован широкий набор инструментов (рис. 5–6). Интерактивный режим позволяет задавать зоны для подведения поддержек и их геометрию, а за формирование сотовой структуры отвечает аппарат настраиваемых паттернов.

Рис. 4. Схема технологической подготовки аддитивного производства для отечественного оборудования в ПО «Глайсер»
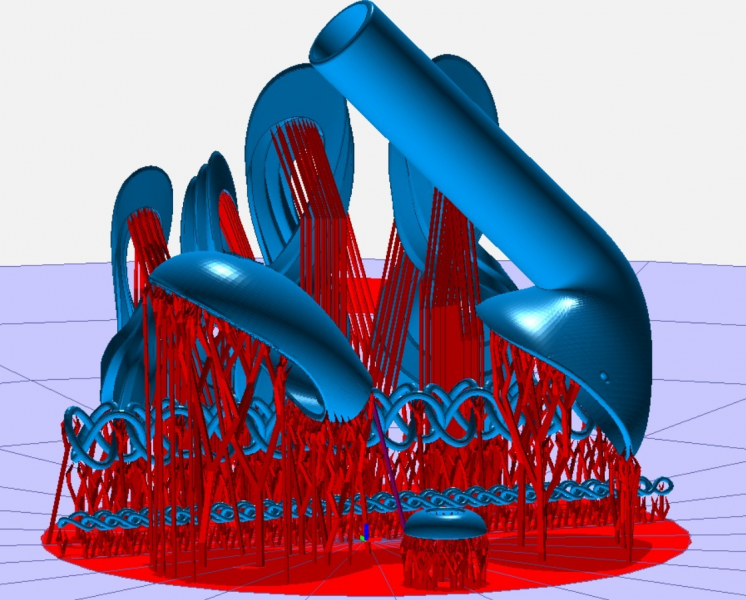
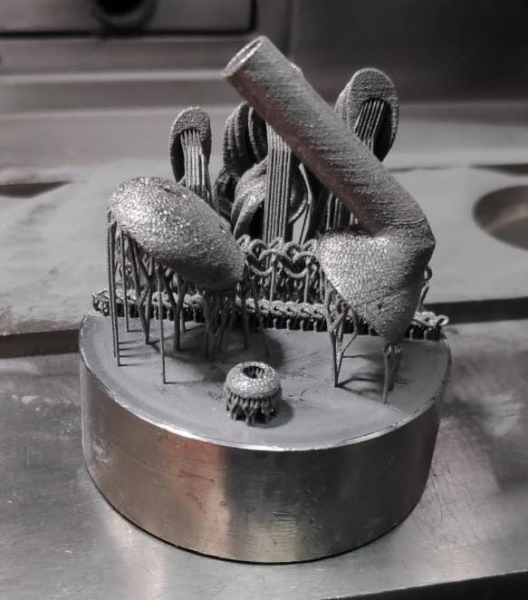
Рис. 5. Пример проектирования бионических оптимизированных поддерживающих структур для печати из титановых МПК в ПО «Глайсер». Фото представлены НИТУ МИСИС.
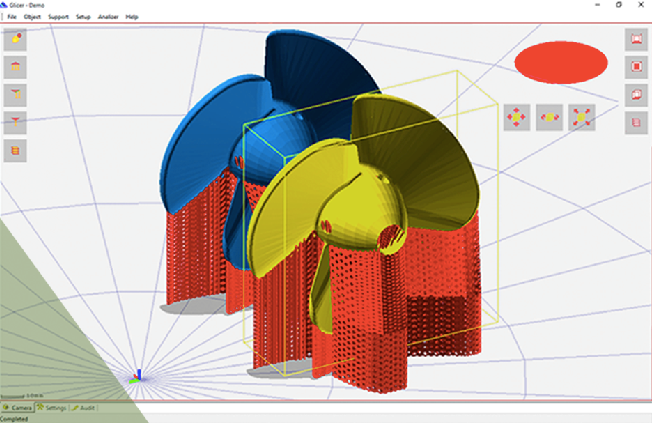

Рис. 6. Реализуются перспективные подходы к проектированию поддержек и управлению пересечением поддержек с телом модели в ПО «Глайсер». Фото представлены компанией AddSol
Инструменты проектирования поддерживающих структур являются одним из важнейших функционалов современного аддитивного производства. Как уже упоминалось, к сожалению, сегодня проектирование поддержек для большинства технологий — это время и труд инженера-технолога. В зависимости от его опыта, квалификации, внимательности зависит успех каждого запуска, который и стоит немало, и при большой плотности печати занимает не одни сутки. Поэтому мы считаем нашей задачей нарабатывать опыт и понимание в этих задачах совместно с промышленными партерами, а это и производители, и пользователи оборудования. Тот опыт, который накопился за пять лет, реализован в текущих версиях ПО и по договорным обязательствам существует либо в базовом функционале, либо выведен в специальный модуль, права на который принадлежат заказчику.
Стратегии заполнения слоя отвечают большинству современных технологий печати и настраиваются под конкретное оборудование (рис. 7). Реализованы множественные эквидистантные обходы периметров и различные стратегии штриховки.
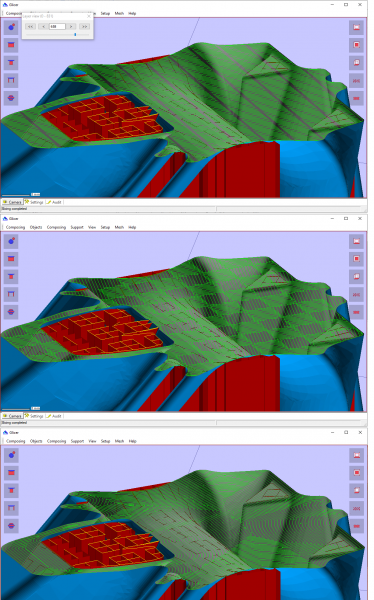
Рис. 7. Различные стратегии заполнения слоя, реализуемые в ПО «Глайсер»
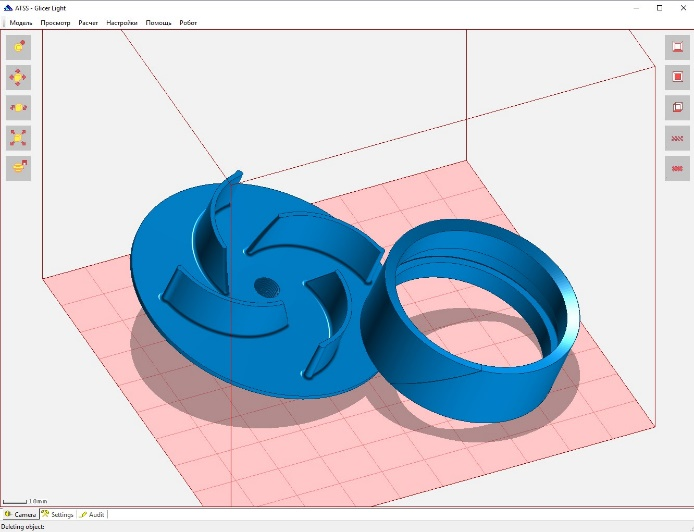
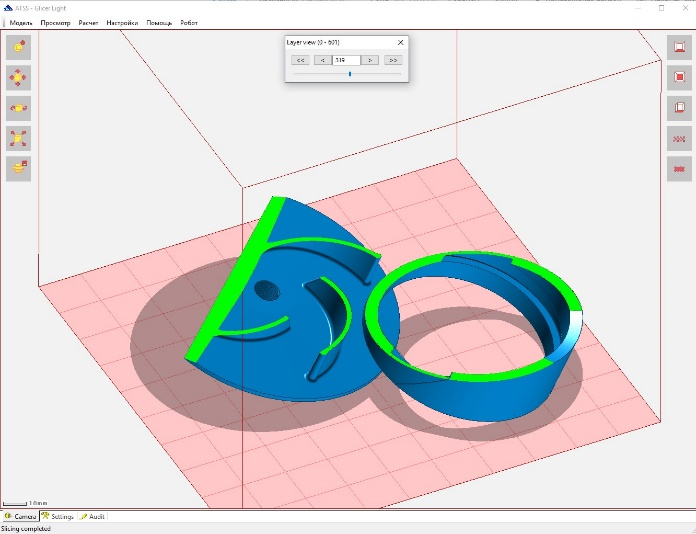
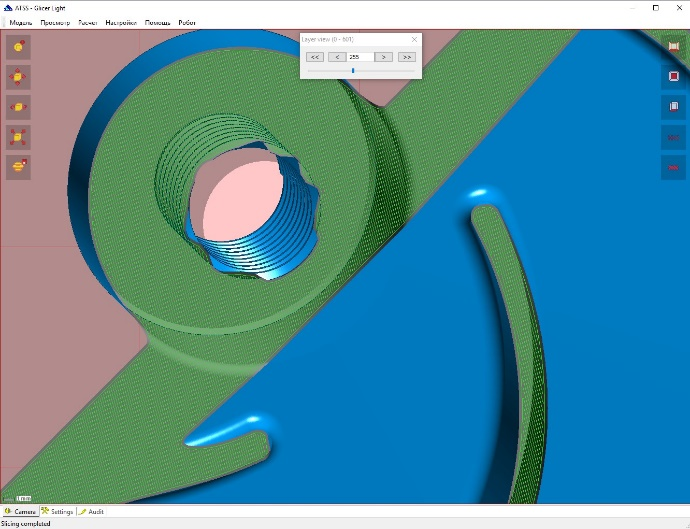

Рис. 8. Компоновка изделий и визуализация управляющей программы в ПО «Глайсер» для технологии SLS. Материл изделий — полиамид. Фото представлены компанией Onsint.
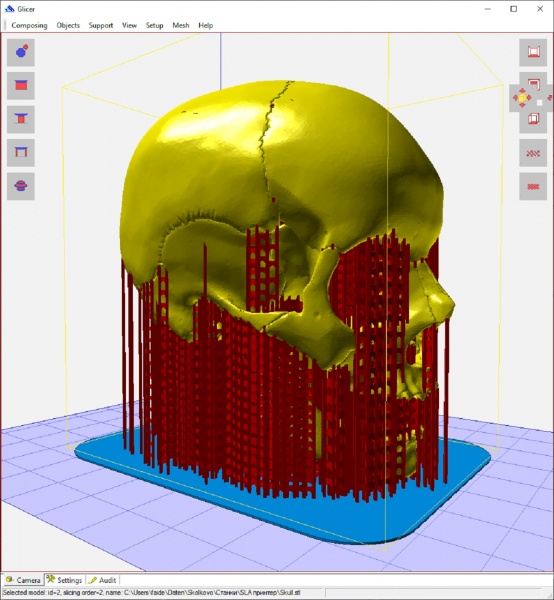
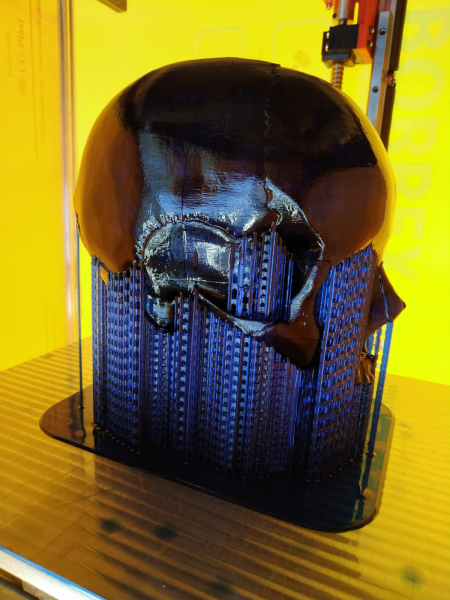

Рис. 9. Импорт и компоновка изделия для технологии UV LCD в ПО «Глайсер». Материал изделий — фотополимер. Фото представлены компанией «3Д-Медуза».
Ландшафт технологической карты мировых достижений в области внедрения и использования промышленной 3D-печати обладает своими особенностями. Всплески на этом ландшафте обусловлены комплексными условиями, которые были сформированы корпорациями, и проектами, масштаб которых позволяет это сделать. Необходимо масштабировать задачи и решения в нашей стране, чтобы они вышли на свой пик этого ландшафта.
На сегодняшний день ПО «Глайсер» доступно в комплекте поставки с большинством отечественных промышленных 3D-принтеров. Так же ПО может быть использовано на этапах технологической подготовки и генерации управляющих программ для зарубежного промышленного оборудования. В заключение хочется обозначить стратегию и миссию нашей компании и команды — доступные и надежные решения для развития рынка 3D-печати в России. ■
Больше информации о ПО «Глайсер» можно найти на cайте www.atssgroup.com, а также обучающие русскоязычные видео-уроки на нашем youtube-канале:


Автор: Сергей Зеленов, технический директор ООО «Аддитивные технологии»,
Источник журнал "Аддитивные технологии" № 2-2022

