Текущие геополитические условия, в которых существует наша страна, сформировали уникальный рыночный ландшафт во всех отраслях промышленности. Беспрецедентное санкционное давление на наших глазах ломает устоявшуюся десятилетиями парадигму «мы сможем купить любые товары за нефтедоллары», заставляя государство и отечественный бизнес в крайне сжатые сроки перестраивать не только логистические модели, но и возвращаться к вопросу возрождения собственной промышленности.
Но вопрос импортозамещения имеет многофакторный характер, особенно если речь идет о стратегических с точки зрения развития страны отраслях: аэрокосмической, металлургической, нефтегазовой, энергетической и другие.
 Андрей Берюхов,
Андрей Берюхов,
к.т.н., директор бизнес-направления «Аддитивное производство» ООО «Горизонт покрытий»
В любой отрасли промышленности для полноценного технологического суверенитета необходимо решать комплекс задач, начиная от возрождения конструкторской школы и заканчивая технологическим перевооружением производственных мощностей. Поэтому в текущих условиях складывается уникальная ситуация (или как принято говорить — окно возможностей) для максимального ускорения процессов внедрения современных и перспективных производственных технологий, одной из которых как раз являются аддитивные технологии. Преимущества, которыми обладают технологии аддитивного производства, такие как оперативность вывода продукта на рынок, высокая технологическая гибкость и максимальная интеграция в технологии цифрового производства, позволяют в текущих реалиях максимально отвечать тем вызовам, которые стоят перед российскими производственниками.
Рассмотрим примеры, реализованные компанией «Горизонт покрытий» в области контрактного производства изделий заказчика методом 3D-печати на оборудовании, работающем по технологии селективного лазерного сплавления металлических порошков (SLM). Основой производственного участка является SLM- 3D-принтер Trumpf TruPrint 3000 с полем построения Ø300 х H400, лазерным источником мощностью 500 Вт, производительностью 5÷60 см3/ч, подогревом платформы построения 200°С. Среди применяемых материалов — нержавеющие стали (316L, 12Х18Н10Т и аналогичные), жаропрочные никелевые сплавы Inconel 718/625, 17‑4PH, CoCr, AlSi10Mg.
 Рис. 1. Участок аддитивного производства
Рис. 1. Участок аддитивного производства
Начиная с первой половины 2023 года компания выполняет серию работ для одной из нефтесервисных компаний по комплексному реинжинирингу компонентов телеметрического оборудования для контроля параметров бурения в целях организации серийного выпуска методами аддитивного производства. До ужесточения санкционных ограничений комплектующие для такого типа оборудования, производящегося в США, можно было поставить в РФ. Теперь это стало невозможно, и отечественным организациям-эксплуатантам приходится искать варианты локализации таких компонентов в России или дружественных странах. В данном случае, ситуация усложняется тем, что эти приборы работают в достаточно тяжелых условиях (температура в районе 200°С и давление не менее 10 МПа), поэтому к характеристикам материала деталей предъявляются достаточно высокие требования. Использование жаропрочных никелевых сплавов, как в оригинальном изделии, поставило перед компанией-заказчиком достаточно сложный спектр задач, связанных как с поиском исходного сырья для производства (как оказалось, на отечественном рынке практически нет проката из сплава Inconel 718 в виде прутка), так и с подбором производственной площадки для изготовления изделий (в оригинальной технологии используется электроэрозионная обработка фасонным электродом и электронно-лучевая сварка). Поэтому в данном случае технологии аддитивного производства стали неожиданно востребованы. Была не только подобрана необходимая марка материала для изготовления изделий, но и совместно со специалистами заказчика с учетом опыта эксплуатации оригинальных изделий оптимизирована конструкция деталей (перепроектирована геометрия изделия под изготовление одной деталью), а также изменена конфигурация внутренних сложнопрофильных каналов, уменьшен эффект эрозионного износа внутренних каналов буровым раствором. На рис. 2 представлены конструкция исходного изделия и его доработанный под технологию 3D-печати вариант.
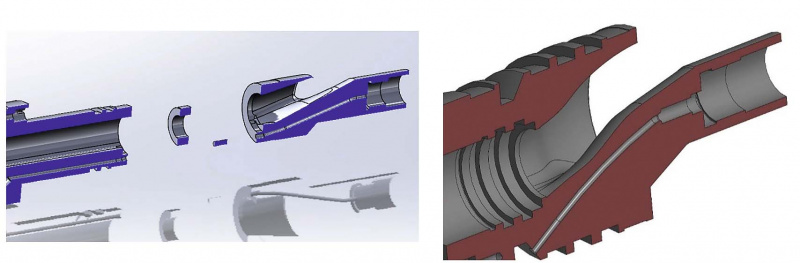 Рис. 2. Конструкция исходного изделия и его переработанный под АТ вариант
Рис. 2. Конструкция исходного изделия и его переработанный под АТ вариант
а) 
б)  Рис. 3. Варианты компонентов телеметрического оборудования для нефтесервисных компаний
Рис. 3. Варианты компонентов телеметрического оборудования для нефтесервисных компаний
На текущий момент освоены в производстве три типоразмера корпусных элементов телеметрического оборудования для нефтесервисных компаний (рис. 3) и продолжается работа по расширению номенклатуры изготавливаемых изделий (в том числе с применением технологии ремонта изношенных участков методом прямого лазерного выращивания (DMD).
В то же время текущая ситуация, которая выступила своеобразным драйвером развития отечественного рынка контрактного аддитивного производства деталей, выявила ряд факторов, которые становятся в определенном смысле барьерами на пути успешной реализации подобных проектов. В процессе выполнения работ по изготовлению партии данных компонентов нефтесервисного оборудования команда столкнулась с достаточно серьезными проблемами доступности услуг постобработки напечатанных заготовок.
На первом этапе постобработки для таких материалов, как инконель, обычно выполняется термическая обработка путем трехстадийного процесса «закалка на раствор — двойное старение» с использованием вакуумной печи (рис. 4) и стандартная процедура контроля механических свойств материала заготовок методами разрушающего контроля образцов-свидетелей (рис. 5).
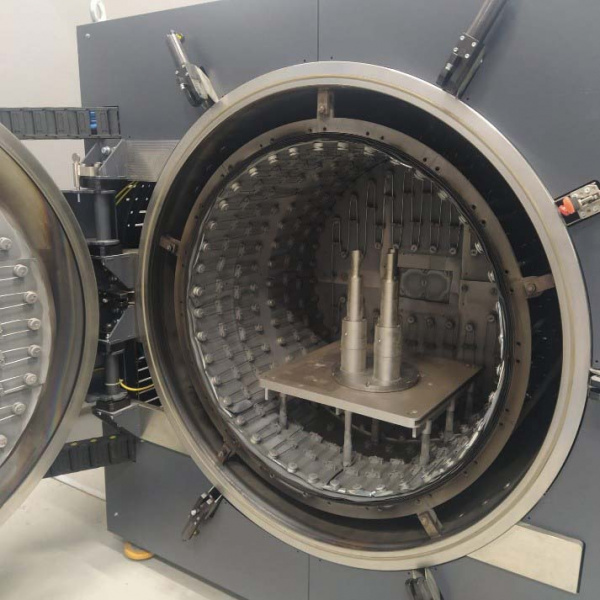 Рис. 4. Процесс термической постобработки напечатанных заготовок из сплава Inconel 718 в вакуумной печи
Рис. 4. Процесс термической постобработки напечатанных заготовок из сплава Inconel 718 в вакуумной печи
 Рис. 5. Процедура контроля механических характеристик напечатанного материала методом разрушающего контроля образцов-свидетелей
Рис. 5. Процедура контроля механических характеристик напечатанного материала методом разрушающего контроля образцов-свидетелей
На данном этапе возникла необходимость поиска и подбора режимов термообработки для нужного сплава и требуемого уровня механических характеристик. Как оказалось, доступные на рынке мощности по термообработке (закрытые площадки в расчет брать нельзя, так как они недоступны заказчикам с гражданского рынка) не имеют нужных компетенций в области термической обработки специальных сплавов. Это стало определенной трудностью в рамках проекта, но благодаря совместной работе с коллегами из Центра технологии материалов «Сколтеха» вопрос с режимами термообработки удалось оперативно решить. Это один из барьеров на пути импортозамещения различных изделий, особенно специального или ответственного назначения.
Другой достаточно серьезной проблемой стала мехобработка напечатанных заготовок. В процессе поиска подрядчика для выполнения токарной, фрезерной и другой механической обработки напечатанных заготовок изделий выяснилось несколько аспектов, которые стали достаточно серьезными барьерами:
1) операторы рынка мехобработки не готовы работать с напечатанной заготовкой в виду ее относительно высокой себестоимости и рисков ответственности в случае выпуска брака;
2) отсутствие взаимных компетенций у производителей заготовок аддитивным способом и компаниями, работающими на рынке услуг по механической обработке. Например, в процессе выполнения производственного заказа по рекомендациям специалистов по мехобработке исходный вид заготовки, получаемой после процесса 3D-печати, претерпел три итерации корректировки геометрии (рис. 6);
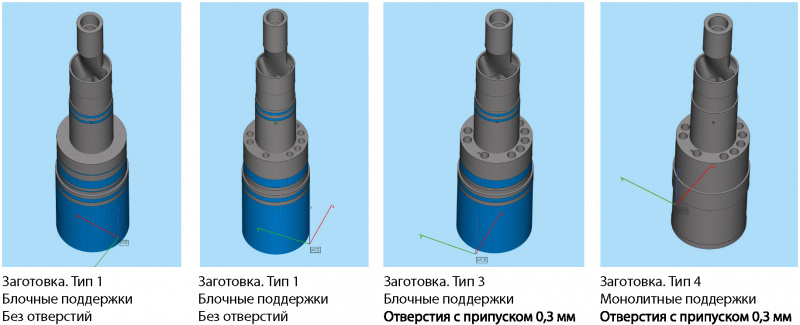 Рис. 6. Изменение геометрии напечатанных заготовок в процессе отработки технологии постобработки
Рис. 6. Изменение геометрии напечатанных заготовок в процессе отработки технологии постобработки
3) отсутствие на рынке услуг по мехобработке достаточного объема предложений и компетенций по обработке жаропрочных никелевых сплавов и других спецматериалов, с которыми в АТ уже умеют работать.
В результате достаточно длительного процесса поиска надежного поставщика качественных услуг по мехобработке партия импортозамещенных компонентов все же была сдана заказчику и успешно эксплуатируется в составе оборудования.
Подводя итог, можно сказать, что текущая рыночная ситуация являет собой окно возможностей для технологий аддитивного производства в вопросах максимального спроса на услуги и внедрения в различные виды техники и применения. Однако в то же время относительное слабое развитие рынка аддитивных технологий в целом порождает целый комплекс проблем, которые приходится решать операторам рынка услуг контрактного производства методами АТ, а именно — низкий уровень компетенций в области 3D-печати для традиционных технологий у представителей рынка и отсутствие достаточного количества свободных мощностей на рынке услуг постобработки. ■
Источник журнал "Аддитивные технологии" № 2-2024

