Нейлон известен как прочный, универсальный материал. Это синтетический состав, образованный из полиамидов, представляющих собой полимеры, связанные амидными связями. Когда дело доходит до 3D-печати, Nylon часто считается «продвинутым» ресурсом, поскольку для работы с ним требуются определенные навыки и оборудование. Для распечатки на 3D-принтере материал берут в форме порошка или нити.
Физические свойства нейлона
Нейлон – популярный выбор в промышленной 3D-печати, поскольку он долговечен и устойчив к истиранию. Если поверхность, напечатанная из Nylon, достаточно тонкая, то она может продемонстрировать хорошую гибкость при сохранении прочности.
Низкий коэффициент трения состава означает, что он хорошо подходит для изготовления подвижных запчастей. Нейлон часто используется для создания функциональных прототипов, шарниров, шестерен и аналогичных деталей.
Химические свойства нейлона
Чтобы полностью понять нейлоновую 3D-печать важно учитывать и другие характеристики. Филамент имеет высокую температуру плавления и гигроскопичен, то есть хорошо впитывает влагу. Последнее свойство может быть как преимуществом, так и недостатком. Плюс в том, что поверхность напечатанной детали хорошо поддается окрашиванию. Минус – нить поглощает влагу из воздуха, что влияет на процесс печати и характеристики готовой детали.
Выбор технологии
Трехмерная печать нейлоном на 3D-принтере имеет особенности - она может быть реализована методом послойного наплавления (FDM) с использованием нейлоновой нити, посредством селективного лазерного спекания (SLS) либо способом многоструйного сплавления (MJF) с применением порошка.
FDM
Использование Nylon для 3D-печати было дорогой процедурой, потому что MJF- и SLS-принтеры дорогие, а FDM принтеры стали дешевой альтернативой. Сегодня можно задействовать FDM-принтер и специальную нейлоновую нить, которая расплавляется, а затем экструдируется через сопло на платформу построения слоями, пока деталь не будет готова. Хотя 3D-печать нейлоном на FDM оборудовании намного доступнее, чем SLS или MJF, качество распечатанного объекта не так впечатляет.
Кроме того, не все FDM-аппараты могут работать с нейлоновым филаментом. Важно иметь качественный (цельнометаллический) хотэнд, выдерживающий температуру выше 250°C. Nylon также склонен к короблению, поэтому сцепление с поверхностью становится отдельной проблемой.
Нейлоновая нить выпускается различных видов, наиболее распространенными из которых являются PA 6 и PA 66. Оба варианта обладают стандартными показателями прочности, устойчивости к истиранию и низким коэффициентом трения, но имеют один существенный недостаток – высокое влагопоглощение.
Формула волокна из анида (нейлон-66) и капрона (нейлон-6).
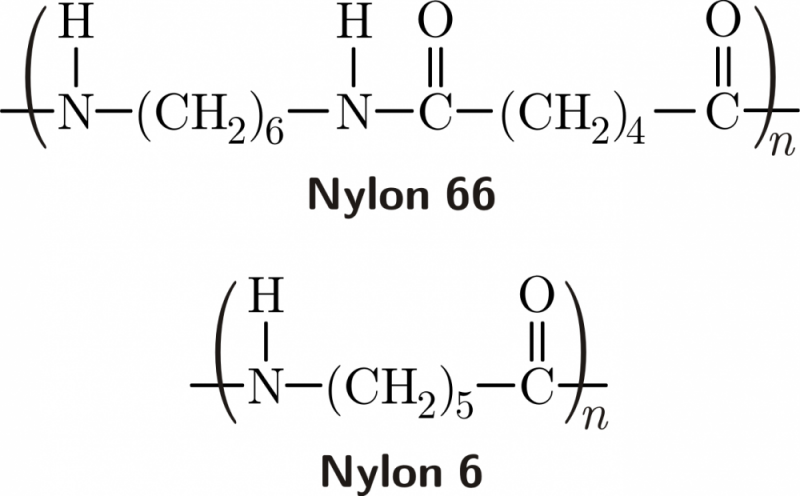
Фото: ru.wikipedia.org
Хранение и нейлоновая печать
Гигроскопичность материала может отрицательно сказаться на филаменте. Нить начинает терять свои свойства, разлагаться в течение нескольких часов. Чтобы предупредить такой сценарий, принципиальное значение имеет правильное хранение.
Простой пластиковый герметичный контейнер – хорошее решение, когда нить не используется, но что делать при печати? Идеальный выход – блок для хранения с контролем влажности, который также подает нить в экструдер. Если материал на катушке впитала много влаги, то ее можно высушить в специальной камере или духовом шкафу.
SLS
Метод селективного лазерного спекания подразумевает использование лазера для послойного спекания порошка. Большинство таких 3D-принтеров ориентированы на полимеры.
Одним из основных материалов, используемых в данном оборудовании, является Nylon, в частности, нейлоновые порошки PA 11 и PA 12. Первые применяются для деталей, требующих стойкости к ультрафиолету и ударам, вторые выбирают для получения повышенной прочности и жесткости элементов. Существуют также порошковые варианты армированного полиамида, известные как составы из нейлоновых композиционных материалов, которые, помимо Nylon, обычно содержат частицы стекла, алюминия или углеродного волокна.
SINTERIT

Фото: Sinterit
Характеристики:
| Категория | Порошок для SLS-печати |
| Тип материала | Нейлон 11 |
| Упаковка | Пластиковая бутылка |
| Цвет | Серый |
| Относительное удлинение при разрыве | 27% |
| Предел прочности | 46 МПа / 50 МПа (первичный порошок) |
| Твердость по Шору по шкале D | 76 |
| Коэффициент освежения материала | 60 [%] - для повторного использования оставшегося порошка PA11 добавьте 60% СВЕЖЕГО порошка |
| Предназначен для | Lisa Pro |

Фото: Sinterit
Характеристики:
| Категория | Порошок для SLS-печати |
| Тип материала | Polyamide 12 порошок |
| Упаковка | Пластиковая бутылка |
| Гранулирование | 18 - 90 [мкм] |
| Цвет | Темно-серый / антрацит |
| Относительное удлинение при разрыве | 10% |
| Предел прочности | 32 [МПа] |
| Температура размягчения (метод Вика, тип A50 / B50) | 172/155 [° C] | 342/311 [° F] |
| Температура теплового прогиба B 0,45 [МПа] | 143 [° C] | 289 [° F] |
| Харднес по Шору в масштабе D | 74 |
| Модуль упругости / Юнга E | 1029 [МПа] | 148 [тысяч фунтов / кв. Дюйм] |
| Коэффициент освежения материала | 26 [%] - для повторного использования оставшегося порошка PA12 добавьте 26% СВЕЖЕГО порошка. |
| Предназначен для | Lisa Pro |
Профессиональный 3D принтер Sinterit LISA PRO

Фото: Sinterit
SINTRATEC
PA12 порошок полиамида (нейлона)

Фото: Sintratec
Характеристики:
| Плотность | 0,95 г / см 3 * |
| Ударная вязкость по Изоду (с надрезом) | 43 Дж / М * |
| Удлинение при разрыве | 8% * |
| Температура отклонения тепла | 177 ° С |
| Гибкая сила | 47 МПа * |
| Поддерживаемая толщина стенки | мин. 0,5 мм |
| Предназначен для |
Sintratec S2 Sintratec KIT |
3D принтер SINTRATEC S2 нейлон
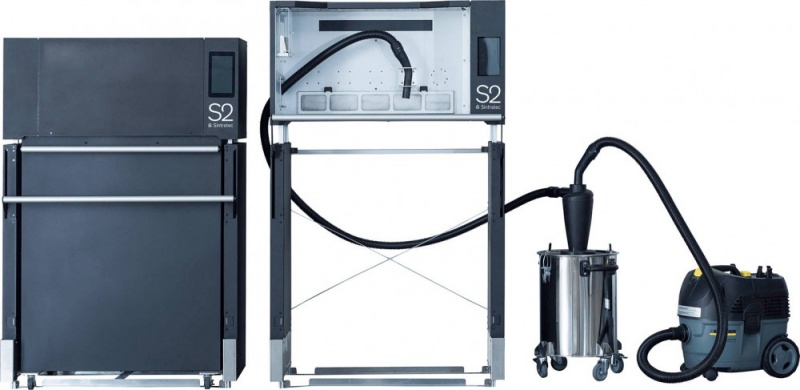
Фото: Sintratec
Характеристики:
| Страна | Швейцария |
| Источник питания | 230 В | 11 А макс. | 50-60 Гц |
| Материал печати | нейлон |
| Технология печати | SLS |

Фото: Sintratec
Характеристики:
| Страна | Швейцария |
| Максимум Printvolume | 110 х 110 х 110 мм |
| Рекомендуемый объем печати | 90 х 90 х 90 мм |
| Скорость лазера | 5-20 мм / с * |
| Высота слоя | 100 - 150 микрометр * |
| Температура | 80 - 150 ° С * |
После завершения построения объекты полностью окружены неизрасходованным порошком, который служит опорой для распечатанных моделей. В SLS-аппаратах можно повторно использовать до 50-70% оставшегося материала для будущих циклов печати. С точки зрения рациональности, это преимущество перед FDM, поскольку любой ресурс, используемый в качестве поддержек, обычно не преобразуется обратно в нить для повторного применения. Нейлон отлично подходит для изготовления функциональных деталей, а технология селективного лазерного спекания помогает создавать сложные конфигурации.
Обратной стороной этого метода является стоимость. Промышленные SLS-принтеры продаются по цене выше 200 тысяч долларов. Однако в последнее время на рынке появляются более доступные решения, такие как настольный SLS-аппарат Fuse 1 от Formlabs по цене около 10 тысяч $. За порошок придется заплатить не менее 60 долларов за кг.
MJF
Multi Jet Fusion – уникальная методика спекания порошка, разработанная Hewlett Packard. Технология похожа на предыдущую, но также имеет кое-что общее со способом струйного нанесения связующего.
MJF и SLS запускают процесс печати Nylon одинаково. Перед началом спекания на платформу для сборки распределяется слой порошка. Однако в то время как при SLS лазер начал бы спекание, MJF вводит дополнительный этап в процесс печати в виде добавления химических агентов.
Поверх каждого свежего порошкового слоя в местах, где будут спекаться будущие слои, распыляется химический состав, который помогает веществу поглощать энергию от источника тепла принтера. Когда SLS использует лазер, MJF полагается на мощный инфракрасный свет, который в сочетании с термозакрепителем ускоряет процесс спекания, из-за чего печать продвигается быстрее.
Хотя обе технологии позволяют создавать феноменальные детали, MJF опережает SLS, когда дело касается детализации. Частично это связано с используемым агентом, который помогает сделать грани максимально острыми, немного уменьшая интерсивность сплавления на границах объекта.
После завершения печати неспеченный порошок можно утилизировать. Однако MJF позволяет повторно использовать до 80% материала, хотя это во многом зависит от конкретных машин. Техника MJF по цене сопоставима с промышленными машинами SLS, но имеет более высокую скорость печати с потенциально лучшей детализацией.

