

Аддитивные технологии (далее АТ) — это наглядная иллюстрация современных достижений прогресса, сейчас АТ являются одними из активно развивающихся. Как показывает практика, применение АТ приводит к серьезному снижению себестоимости производства различных товаров: уменьшается расход материалов (растет КИМ), становится доступным выпуск совершенно новых деталей (причем более сложных).
Также ускоряется реализация новых товаров: в продажу быстрее попадают не только серийные, но и опытные экземпляры. А применение большого спектра новейшей синтетики и биоматериалов для 3D-печати, не говоря уже о керамике и металлах – отдельная большая тема.
Всего АТ на текущий момент насчитывается примерно 3 десятка. В основном они отличаются между собой способом нанесения и взаимного соединения слоев. По соответствующим международным и российским стандартам это разнообразие подразделяется на 7 классов:
- экструзия (AT-FDM);
- разбрызгивание связующего (AT-BJ) или основного материала (AT-MJ/NPJ/DOD);
- фотополимеризация (AT-SLA/DLP/CDLP);
- синтез в слое (AT-MGF/SLS/SLM/DMLS/EBM);
- прямой подвод (AT-LENS/EBAM);
- соединение листов (AT-LOM).
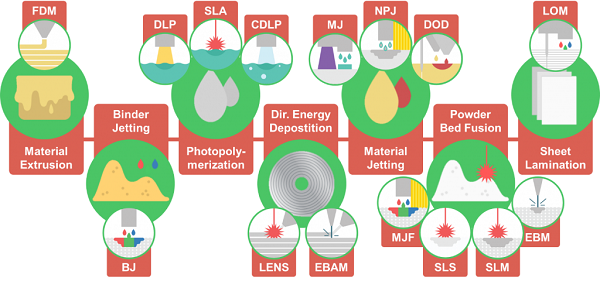
Причем под экструзией подразумевается именно выдавливание материала, фотополимеризация происходит в ванне, а синтез – в заранее подготовленном слое порошка. Соответственно, прямой подход выполняется двойным образом: энергия и материал подаются одновременно.
Современная крупная промышленность, особенно машиностроение и оборонные предприятия, до сих пор работает в основном с металлом – большинство изделий производится из металлов и их сплавов. Поэтому из всех АТ наиболее актуальны методы 3D-печати именно металлов. Самыми продвинутыми из них на текущий момент считаются SLM, EBM, EBAM, LENS и Metal BJ, данные способы уже освоены промышленностью. На подходе новые – MHD и MCP, MELD.
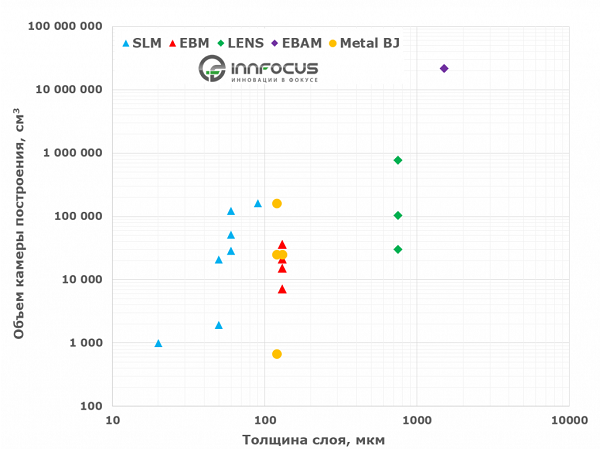
Если не погружаться в технические детали, можно сравнить разные АТ по металлам, ориентируясь на общие параметры: толщину слоя, объем камеры, себестоимость, производительность, ассортимент используемых материалов.
Эти характеристики напрямую определяют свойства изделий и заготовок, доступных для исполнения по выбранным АТ: точность размеров, шероховатость поверхности, стоимость производства, трудозатраты, итоговые параметры (в т.ч. механические). Причем сравнивать параметры установок лучше наглядно – по графикам.
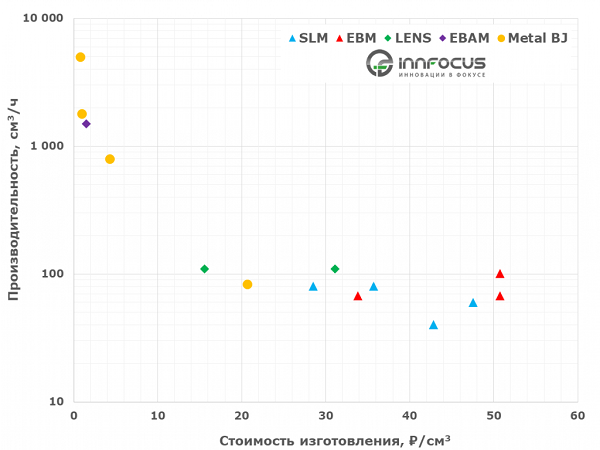
Подробное описание отдельных АТ содержит высококачественную оценку и по производительности, и по себестоимости выпуска изделий. А окончательная оценка с учетом количества штук в серии зависит от ряда дополнительных условий. Себестоимость изготовления рассчитывается как расходы на амортизацию используемого оборудования.
Аддитивные технологии: плюсы и минусы
Из новых технологий, возникших только в начале текущего века, наиболее динамично развиваются аддитивные технологии. Их практическое применение позволяет снизить себестоимость деталей и, соответственно, приблизить коэффициент использования материала к единице. Применение аддитивных технологий предоставляет возможность изготавливать чрезвычайно сложные или абсолютно новые детали, получить которые обычной обработкой было невозможно. Также аддитивная печать позволяет использовать самое различное исходное сырьё, включая не только металлы, но и керамику, полимеры, а также биоматериалы.
Аддитивная технология SLM
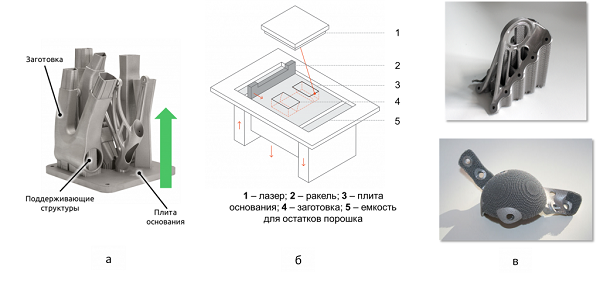
Основана на сплавление порошка с предварительно сформированным слоем заготовки. Процесс состоит из последовательного сплавления рабочего порошка с точками предыдущего слоя на пути передвижения лазера по назначенной траектории. По завершении обработки текущей поверхности приступают к формированию следующего, лежащего поверх только что напечатанного, слоя порошка.
Процесс сплавления нового слоя повторяется столько раз, сколько потребуется для полного изготовления детали. Для придания обрабатываемой конструкции необходимой жесткости и отвода от неё тепла к поверхности, нависающей над основанием под углом, подводят специальные удерживающие наклон дополнительные элементы.
СЛС нашла применение при реализации деталей со сверхсложной геометрической формой.
К достоинствам технологии относят:
- высокое разрешение печати по горизонтали;
- толщина каждого слоя варьируется от 20 до 80 мкм;
- широкий ассортимент используемых порошков, среди которых присутствуют Cu, Al, Fe, Ti.
Среди недостатков SLM значатся:
- низкая скорость процесса сплавления;
- необходимость в дополнительных элементах поддержки.
Аддитивная технология EBM
При применении EBM технологический процесс аналогичен цепочке операций технологии СЛС. Отличие касается лишь оборудования. Во-первых, сплавление производится не лазерным, а электронным лучом. Во-вторых, процесс обработки проходит в вакуумной камере при температуре от 600 до 1000 градусов. Подобный подход позволяет использовать технологию ЕЛС для печати металлами, подверженными растрескиванию, с применением к ним технологии СЛС, в частности это касается интерметаллида TiAl.
Технология ЕЛС нашла применение при изготовлении деталей со сверхсложной геометрической формой.

К достоинствам технологии относят:
- высокое разрешение по горизонтали;
- толщина сплавления варьируется от 50 до 200 мкм;
- широкий ассортимент используемых порошков, среди которых Cu, Al, Fe, Ti и другие;
- возможность печати с использованием интерметаллида TiAl;
- в отличие от технологии СЛС нет необходимости в элементах поддержки.
Из недостатков указывают на медленную скорость операций сплавления, что ведет к низкой производительности.
Аддитивная технология LENS
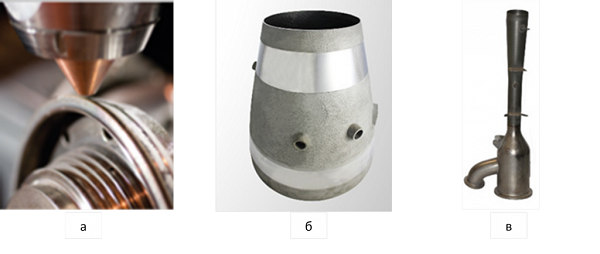
Технологический процесс печати LENS отличается наличием доставки материала для наплавки и энергии плавления непосредственно в какую-либо конкретную точку конструкции. Для скоростной доставки порошка предусмотрены воздушные потоки или потоки инертного газа, которые движутся под давлением и придают материалу необходимую динамику.
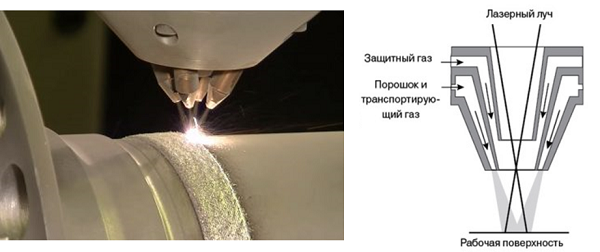
Технология LENS ориентирована на изготовлении крупногабаритных деталей простой формы, а также на ремонт изделий и нанесение защитных покрытий.
К достоинствам метода относят:
- возможность применять по отношению к изделиям частичную локальную обработку на определенном участке;
- метод наплавки позволяет изготавливать и ремонтировать крупногабаритные детали, а также детали со сложным профилем или тонкими стенками.
Недостаток заключается в том, что технология требует повышенного расхода порошка.
Аддитивная технология EBAM
Технология представляет собой проволочную наплавку под воздействием электронного луча. Процесс состоит из подачи металлической проволоки непосредственно в конкретную точку и её последующего сплавления.

Технологию применяют при изготовлении деталей, имеющих простую конфигурацию, но обладающих крупными габаритами деталей. К достоинствам метода проволочной наплавки относят:
- высокую производительность даже при печати массивных заготовок;
- возможность изготовления деталей с крупными габаритами;
- значительную прочность и другие механические характеристики результатов печати.
Недостаток – низкая точность печати.
Технология гибридного аддитивного производства
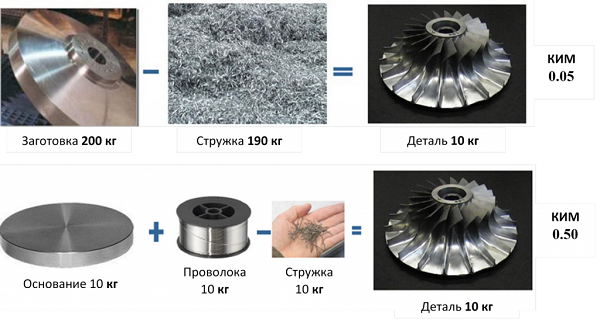
Особенность ГАП заключается в том, что заготовка из металла аддитивно формируется, а затем подвергается механической обработке на одном и том же устройстве. Металлическая проволока при таком подходе выступает в качестве плавящегося электрода под воздействием плазматрона.

Использование технологии значительно увеличивает соотношение объемов заготовки и конечной детали. Чем выше полученное при их сравнении число, тем меньше времени потребуется на производство детали и тем ниже её себестоимость.
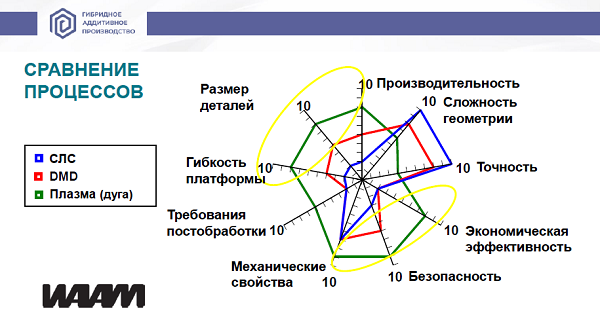
Если сравнивать ГАП с другими технологиями аналогичного предназначения, то первая имеет массу преимуществ: самые габаритные изготовляемые детали, максимальная среди всех аддитивных методов производительность, наилучшие показатели экономической эффективности, а также самые высокие механические характеристики заготовок. Однако в противовес всем успешным показателям данная технология имеет самые низкую точность и разрешение результатов печати.
Достоинства и недостатки технологии ГАП абсолютно совпадают с данными по технологии EBAM:
- высокая производительность даже при печати массивных заготовок;
- возможность изготовления деталей с крупными габаритами;
- значительная прочность и другие механические характеристики результатов печати;
- низкая точность печати.
Как подобрать правильный способ аддитивного производства при изготовлении конкретной детали
Для выбора технологии под печать какой-либо заготовки рекомендуется воспользоваться существующей методикой, но она слишком сложна и включает многочисленные пункты для анализа. Поэтому, не углубляясь в них, достаточно вначале будет определиться с габаритными размерами и толщиной стенок, а затем выбрать материал, учитывая его доступность, качество и стоимость.
Уже оценка размеров и геометрической формы заготовки способна отфильтровать неподходящие аддитивные технологии. Критерием сложности геометрии может служить значение, полученное при делении суммы площадей всех плоскостей детали к её объему. Чем выше полученное число, тем сложнее геометрия изделия. Для деталей незначительных размеров, но сложной конфигурации предпочтение следует отдать методу СЛС или ЕЛС. Для изготовления габаритных деталей с простой геометрической формой более эффективной с экономической точки зрения станет технология ГАП.
В процессе выбора исходного материала возможна его корректировка. Например, в судостроительной отрасли предполагалось при производстве использовать порошок специального морского титанового сплава, но в нужном виде его на рынке материалов не оказалось. Заказ изготовления порошка не вписывался в выделенный под проект бюджет, и тогда было принято решение вместо сплавления порошка использовать технологию EBAM наплавки проволоки.
Как внедряются аддитивные технологии на промышленных предприятиях
Инновационные во всех отношениях аддитивные технологии охватывают практически все многочисленные направления, связанные с модернизацией производства. Применение на практике их методов оказывает влияние на все: от оптимизации базы исходных материалов до усовершенствования станочного парка. Такую массивную задачу не решить в одиночку. Её воплощение возможно лишь при объединении всех экспертов, чья деятельность связана с разработкой и выводом на рынок промышленного оборудования устройств аддитивной наплавки.

