There is an old adage in computer software – garbage in, garbage out. This aphorism is true for many things, including metal AM.
Metal AM provides several potential benefits to manufacturing, including design freedom to make lighter, more effective parts, simplified supply chain management with minimal inventories, reduced lead time in development, and bespoke part production, to name a few. However, metal AM technology has not yet disrupted the 13 Trillion manufacturing industry and has been mostly used in R&D, product development and tooling.
Two issues currently challenge the industry:
- Reliability/consistency problems in the AM process and
- Low speed of production.
These two issues result in metal AM costs roughly 10x that of traditional manufacturing processes such as casting.
Fortunately, printer manufacturers have been working towards resolving consistency issues by making lasers more precise, build environments more controlled, and hardware more robust. Similarly, they have been attempting to increase production speed by improving ingress/egress of parts and packing their systems with lasers. Commendable, but these incremental improvements can only achieve so much – an examination and re-evaluation of acceptable feedstock is critical to achieving the gains necessary to compete with traditional manufacturing.
Traditional gas atomised feedstock powder was never intended for the metal AM process. Early metal AM machine makers selected the feedstock as means to simplify the commercial introduction of their printers. It enabled their customers to find and use a wide variety of material and allowed the manufacturers to focus on their core business of building machines. However, as the industry matured and moved from R&D and into production, it became clear that better powder feedstock specifically designed for AM, is necessary to meet the broader mass markets’ demanding requirements.
This presents a new challenge; what ‘better feedstock’ means has not been clearly defined. The industry generally accepts that powder uniformity, particle smoothness, and narrow PSD matter, but what has not been understood is how much these properties matter and how this translates into better performing parts.
For example, a challenge in the industry is that metal AM produces mechanically strong parts most of the time, but it does not produce them all the time. Instead, the process produces parts with mechanical properties that are spread over a spectrum from ‘okay’ to ‘excellent.’ That range isn't ideal when you're designing mission-critical or safety-critical parts. For demanding aerospace and automotive applications, this uncertainty forces the design engineers to assume the AM process is only dependable enough to produce parts at the low-end of the performance spectrum. This results in parts that are effectively over-designed and bulky.
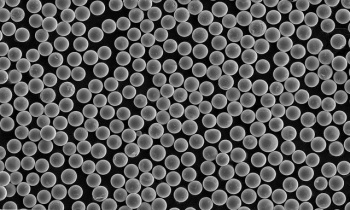
The good news is that better feedstock that has been designed specifically for metal AM can resolve this issue. Research has shown that ‘better powder’ must have the following characteristics to improve the AM process:
- Narrow PSD - less than a 30 um spread between the 10 and 90th percentiles
- Few fines - powder particles with a diameter less than 15 um not exceeding 20 Million particles by count per gram of material
- Excellent sphericity - greater than .93 sphericity
- Smooth - specific surface area less than .05 m2 /g
Powder with these features will flow 2 times faster, spread 30% more densely and adsorb ½ the moisture compared to traditional powder. This translates into parts that exhibit ‘very good’ to ‘excellent’ mechanical properties. This improved consistency provides design engineers the statistical confidence to raise the higher ‘a-basis’ design allowable limit by 20 to 30% and produce lightweight high-performance parts.
Better powder not only improves the effective mechanical performance of the parts, but also plays a large role in reducing production costs. Powder that spreads 30% more densely can be printed in thicker layers as there are fewer voids, and the energy from the laser is more easily absorbed. By doubling the layer thickness, the speed of vertical production doubles. Additionally, the uniform laser absorption, uniform melting and solidification allow the scanning speed to be increase 20%, adding an extra boost to the horizontal production speed. Because 50% of the cost of producing an AM part is related to the cost of the printer time, a 2 times productive gain roughly translates into a ~25% overall reduction in part cost and represents a significant step towards economic parity with casting.
Metal AM can - and will - replace many traditional manufacturing techniques and offers customers better, greener, less expensive products. Creating this future starts with choosing better powder feedstock.

