Акрилонитрил-бутадиен-стирол или ABS – материал, занимающий одну из первых позиций в перечне востребованных пластиков для трехмерной печати. Сырье характеризуется весьма практичными физическими свойствами, а также доступен по цене. По распространенности ABS уступает лишь более простому в применении PLA. Филамент выпускается в форме нити, намотанной на катушку.
Печать ABS-пластиком выполняется на оборудовании, функционирующем по принципам Fused Deposition Modelling (FDM) или послойного наложения расплавленного материала. Состав, попадая в экструдер, плавится под действием высокой температуры, а печатающая головка выстраивает объект, двигаясь по заданной траектории.

ABS-пластик: характеристики и возможности
По сути, АБС – это термопластичный полимер, которая ценится за полезные свойства:
• долговечность при отсутствии прямого воздействия уф-излучения;
• нетоксичность;
• простота окрашивания;
• устойчивость к некоторым химическим реактивам.
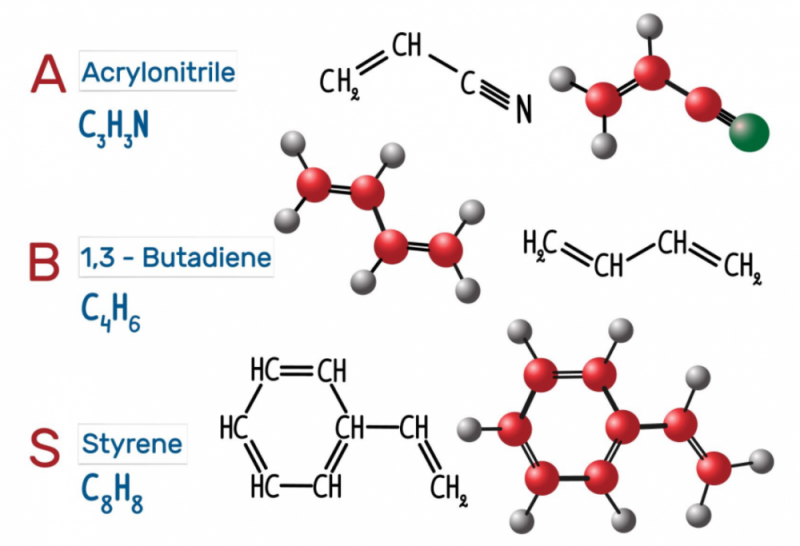
Фото: https://en.wikipedia.org/
Пластик ABS характеристики имеет полезные для разнообразных промышленных отраслей: автомобилестроения, изготовления мебели, бытовой техники, спортинвентаря или даже игрушек. С развитием 3D-технологий, потребность в полимерах неизменно растет, поскольку они подходят и для индустриальных масштабов, и для любительской печати. Готовая продукция получается легкой, недорогой, ударопрочной.
К достоинствам материала также относят:
• низкую себестоимость;
• физическую прочность, водоустойчивость, гибкость;
• небольшое деформирование при существенной нагрузке с последующим восстановлением прежней формы;
• податливость обработке традиционными способами (химическое сглаживание, шлифовка, полировка);
• неуязвимость к маслам, кислотам;
• широкую цветовую гамму.
Минусов у филамента немного, но их необходимо учитывать при определении сырья для печати:
• усадка при печати;
• при работе выделяется резкий запах;
• для плавления требуется температура выше 230 оС;
• при неравномерном охлаждении поверхности может расслаиваться;
• возможность деформации при резком остывании.
Параметры печати ABS-пластиком
Для работы по FDM-методике необходим подходящий принтер и катушка качественного филамента. Если тщательно изучить преимущества и недостатки материала, работать с ним несложно и легко быстро наладить массовый выпуск продукции.
При печати ABS пластиком настройки играют главенствующую роль. Экструдер должен разогреваться до 240-260 оС. Для этого не требуется цельнометаллический хотэнд, но для некоторого оборудования такой нагрев является предельным.
Для обеспечения оптимальной адгезии нужна платформа с подогревом. Температура стола 3D-принтера для ABS пластика должна быть в пределах 80-115 оС. Поддержание заданных параметров позволит предупредить отслаивание выстраиваемого объекта от поверхности построения и деформацию модели при остывании.
3D-печать ABS-пластиком иногда требует подготовки филамента. Если материал потрескивает при попадании в экструдер, при работе выявляется недостаточное сцепление слоев, неровная поверхность объекта, образуются пузырьки или вмятины, то это свидетельствует о влажности сырья. Состав очень гигроскопичен, но восстановить его легко просушиванием в специальной камере или обычном духовом шкафу. Рабочая температура ABS-пластика начинается с 230 оС. Конечные образцы, выполненные из данного сырья, могут эксплуатироваться в температурном диапазоне от -40 до +110 оС.
Скорость печати ABS-пластиком – 30-60 мм в сек. Конкретные цифры варьируются из-за множества факторов: температуры экструдера, наличия закрытой камеры построения, размера сопла. Чем больше времени предусмотрено на печать объекта, тем меньше дефектов будет в изготовленной детали. При установке параметров работы стоит ориентироваться на рекомендации производителя оборудования и материала.
Часто возникает вопрос, нужен ли обдув для ABS-пластика? Обязательным процесс не является, поскольку при правильных настройках выращиваемая модель не деформируется и не растекается. Процесс стабилен, когда время печати слоя менее 30 секунд. Вертикальный круговой обдув помогает сохранить качество поверхности. После построения и извлечения готового объекта с платформы может потребоваться постобработка. Полировка ацетоном или ручная шлифовка позволят быстро, аккуратно придать модели необходимый эстетичный вид. Если при печати образовались пустоты, выполняется шпаклевка детали. После завершения процесса осуществляется покраска изделия. Наиболее практичны акриловые краски, которые хорошо покрывают даже мельчайшие элементы.
Еще для пластика ABS характерно следующее свойство – его легко склеивать. Когда размер модели больше объема рабочей камеры оборудования, 3D-объект разбивается на небольшие составляющие, которые собираются после изготовления. Изделия из ABS соединяют, задействовав ацетон, дихлорметан. Соприкасающиеся поверхности очищают от загрязнений, смачивают ацетоновым составом и крепко сжимают до тех пор, пока клеящее вещество совсем не испарится.
Заключение
Ударопрочный пластик ABS со всеми достоинствами и несовершенствами – один из самых распространенных филаментов для 3D-печати. Из него выпускают крепкие, износостойкие детали, которые выдерживают агрессивное влияние внешней среды, не деформируются от повышенной влажности или механического воздействия. Расчет на прочность изделий из пластика ABS делается в различных ответственных сферах: судостроении, нефтепереработке, системах охлаждения и пожаротушения, пищевой промышленности, фармацевтическом производстве.
Поскольку для изготовления АБС-пластика берут возобновляемые природные ресурсы, состав экологичнее и безопаснее других популярных филаментов.
Установив оптимальные параметры построения и грамотно подобрав метод постобработки, можно добиться выпуска деталей из ABS-пластика с необходимыми характеристиками.
Также посредством смешивания с иными составами на базе АБС формируются композитные филаменты, которые обладают разными показателями эластичности и прочности, важными для производства конкретной продукции.

